


高爐爐缸整體澆注技術,相較于傳統的砌磚襯,是真正意義上的“杯”結構,起到良好的隔離和隔熱的作用,實踐證明,該技術更有助于高爐長壽。而其所涉及的澆注料設計和新澆注襯的結構設計,是整體澆注技術的關鍵。
高爐爐缸整體澆注優勢明顯
現代高爐大修,陶瓷杯一般為砌磚或澆注體構造。運行幾年以后,為改善氣流分布或降低燃料比,鐵廠會短期停爐,做內襯及風口帶修復,不處理陶瓷杯而開爐復產。這種不放殘鐵短期修復的方式,在開爐以后,會遇到以下常見問:
首先,爐缸降溫后,澆注體出現裂紋、或磚襯縫隙變大,不加處理,則開爐后會有滲鐵風險;
第二,爐底死鐵層凝固過程,與周圈耐材脫離,夾入雜物,開爐初期熱膨脹作用,傳遞至爐殼,造成爐殼開裂;
第三,碳磚與冷卻壁之間搗打層、冷卻壁與爐殼之間填充層,出現一定疏松,造成“間隙隔熱”和竄氣。
陶瓷杯構造是以上所提問題的核心。停爐檢修,處理爐缸渣料過程,若陶瓷杯表面覆蓋均勻的粘滯渣層,則避免了開爐滲鐵的風險,且烘爐過程,粘滯層的保護,能有效分布爐缸陶瓷杯應力,提高開爐效率。磚陶瓷杯容易出現滲鐵而逐步瓦解的情況,且導熱系數較低,無法形成有效的粘滯層保護陶瓷杯;一般情況下,砌筑陶瓷杯,開爐前會在工作層表面砌筑黏土磚作為保護,而這種檢修方式在不放殘鐵的高爐上無法實現。
爐缸整體澆注技術具有下列優勢:
爐缸整體澆注技術,如圖1所示的工藝流程,其主要特點有:修復方式簡單快捷;澆注體整體性強、助于爐缸長壽。近幾年,最初整體澆注高爐的良好使用效果,改善了人們對該技術的認知;而且,其滿足了當代高爐快速檢修節奏要求。使用越來越普遍、發展前景廣闊。具體說,爐缸整體澆注優勢有以下幾點:

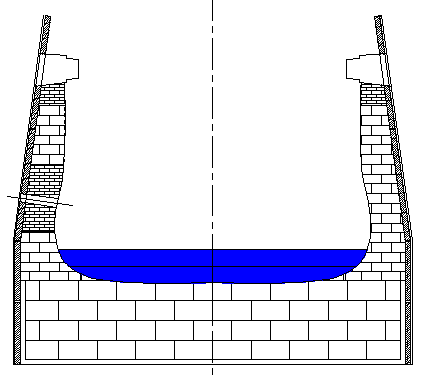
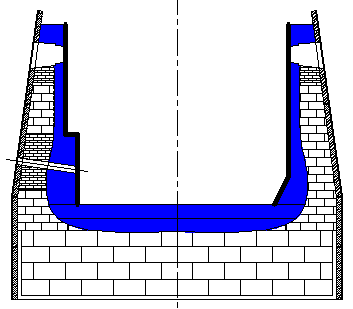
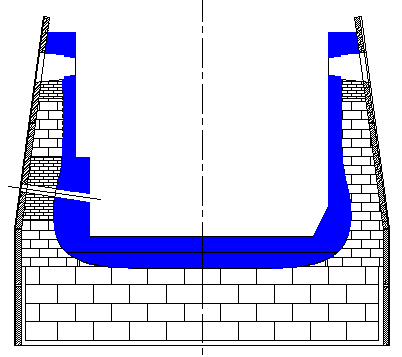
圖1 陶瓷杯整體澆注示意
一是陶瓷杯澆注材料:高致密、高強度、優良的抗鐵水熔蝕、抗渣侵蝕及抗堿侵蝕性能,同時其導熱系數適中,配合碳磚構成穩定的傳熱模型,更有利于爐缸渣鐵粘滯層形成;
二是對新砌碳磚的高爐,陶瓷杯整體澆注設計合理,對鐵口區和象腳區重點考慮,使得澆注體無薄弱點;
三是對中修高爐,能最大程度的保留殘余合格碳磚、風口組合磚、鐵口組合磚,大大降低了爐缸清理難度,降低綜合成本、人工成本;
四是陶瓷杯整體澆注設計:符合薄壁爐缸理論,將1150℃凝鐵等溫線設置于陶瓷杯中,有效保護碳磚、隔離鐵水,并能有效保存熱量,節能降耗。
爐缸澆注材料特點鮮明
首先,爐缸澆注材料具有下列抗侵蝕性能:
爐缸澆注料,系硅溶膠結合材料,由剛玉與碳化硅按合適的比例組成,是傳統剛玉莫來石質材料的改革。為提高材料抗侵蝕能力,前期做了大量試驗,通過調整骨料和微粉比例、結合劑匹配度等,形成目前效果較理想的材料體系。采用兩種方式分別驗證材料抗渣侵蝕和抗鐵侵蝕性能,分別如下:
一是材料抗渣侵蝕性能。圖2為澆注料抗渣鐵侵蝕試驗結果,渣鐵混合物于1500℃條件下在澆注料所制成的坩堝里面浸泡7天后,分析橫縱剖面,觀察試塊被浸潤情況。可以很清楚看到,澆注料與渣鐵界面清晰分離,且無任何物理和化學反應情況。該材料用于風口帶整體澆注,高爐運行過程,能在澆注體表面形成穩定的渣鐵粘滯層作為保護,因此材料具備既能抗渣鐵侵蝕又能利用渣鐵形成保護的特點。

圖2 渣鐵浸泡與材料內試驗結果
二是材料抗鐵侵蝕性能。如圖3所示,按照國家檢測標準要求,將兩種爐缸澆注料試塊(RLG-SC屬替代碳磚用的高導熱澆注料、RLG-SA屬陶瓷杯澆注料)做成標準試塊且在鐵水中可旋轉,形成對流。在1500℃條件下旋轉3個小時,材料冷卻后觀察表面浸潤情況和增重情況。檢測數據如表1所示,相較于定形磚,爐缸澆注料顯示出極好的抗鐵侵蝕效果。


圖3 兩種澆注材料浸泡于鐵水內試驗結果
表1 材料浸潤后增重情況
|
澆注料分類 |
標準塊原始重量,g |
浸潤塊重量,g |
增重,g |
增重率,% |
侵蝕程度 |
|
RLG-SC |
122.83 |
123.17 |
0.34 |
0.28 |
無侵蝕 |
|
RLG-SA |
89.45 |
89.89 |
0.44 |
0.49 |
無侵蝕 |
從上面兩個試驗可以看出,剛玉碳化硅體系材料,在匹配合理的情況下,在高溫狀態下不與渣鐵發生化學反應,因此單從化學侵蝕角度來看,澆注體不會受到損壞。硅溶膠結合材料,高溫性能優于傳統低水泥澆注料,材料燒結后形成高強的硅-氧化學鍵,保障了其高溫強度,且液相極少。
爐缸澆注結構:從“厚”到“薄”,認知轉變
爐缸整體澆注設計,摒棄掉傳統的砌筑陶瓷杯磚縫,形成真正的“杯”結構,從而使得鐵水無縫可入。更重要的是,從爐缸傳熱模型來看,更加優化和合理。人們對爐缸結構設計的認知,是從“厚”到“薄”的轉變過程。過去爐缸碳磚和陶瓷杯磚砌筑很厚,傳熱受阻,造成陶瓷杯使用壽命很低。近些年,薄壁爐缸理論徹底改變了這些傳統思維,人們才意識到傳熱模型的重要性,以及其理論特點。
如何認識凝鐵等溫線?
凝鐵等溫線,即1150℃鐵水固液兩相的界線。界線以內的陶瓷杯“泡”在鐵水環境內,更容易受到侵蝕;而鐵水外側的耐材,受到保護。如果1150℃等溫線持續外移,就說明耐材被持續侵蝕。圖4是對爐缸整體澆注所做的數值模擬,陶瓷杯側壁澆注僅280mm、爐底陶瓷墊澆注厚度600mm,而陶瓷杯材料導熱系數可達到6W/K·m,比剛玉莫來石磚高3倍。這種有效的傳熱,可在澆注體表面形成穩定的粘滯保護層,因此可將凝鐵等溫線內推至澆注體表面,從而長久的保護陶瓷杯不受鐵水侵蝕,這也是薄壁爐缸的理論依據。
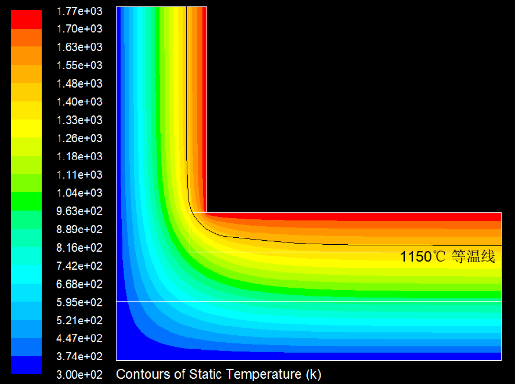
圖4爐缸傳熱模型和凝鐵等溫線分布
利舊碳磚結構有何特點?為何要利舊碳磚?
對一個中修的高爐來說,一般情況下高爐運行不超過10年,陶瓷杯雖侵蝕殆盡,但碳磚仍保存一部分。而這部分碳磚,實際已經自我形成穩定的傳熱模型,因此也會呈現側壁殘存較厚、象腳區殘存薄、爐底呈“鍋底狀”等特點。因此,爐缸澆注技術,在前期設計方案過程,將這種情況充分考慮,停爐清理過程,將這些“有效”的碳磚,盡可能完整保留,然后再整體澆注陶瓷杯,即“利舊碳磚”。圖5是爐缸澆注前環碳保護性清理效果。一般情況下,運行不超過5年的高爐,碳磚利舊率可達到70%以上;而運行10年左右的高爐,碳磚利舊率可達50%以上。


圖5 環碳保護性清理效果
利舊碳磚需解決以下問題
“利舊”碳磚整體澆注高爐爐缸,替代了傳統的重砌筑模式,通過大量的澆注實踐,在高爐運行跟蹤過程,需要解決的問題,通常有以下幾點:
一是舊碳磚與冷卻壁之間的搗打層松動,出現間隙隔熱;
二是短時間的烘烤(一般5天左右)即開爐運行,鐵口部位因“潮氣”噴濺;
三是冷卻壁壁后壓漿封堵不利,出現竄氣現象。
以上所遇到的問題,可在高爐運行過程,通過專業且精確的“診斷”和新技術應用解決,這也是不定型耐材技術的魅力所在。其中搗打層松動,可通過冷卻壁熱面壓漿填充,這是對高爐中修運行后最先提出的專業化建議;鐵口噴濺源于烘烤過程控制不利,通過烘爐導管的合理安裝、烘烤過程鐵口通道的合理處置以及壓漿孔的合理分布解決;而爐殼與冷卻壁之間竄氣,則可使用新型的液體壓漿料封堵。
要關注爐缸澆注工藝流程和后期跟蹤
爐缸澆注工藝流程如下:
以上介紹爐缸澆注材料特點和結構設計特點,其具備很深的理論支撐。從施工現場來看,將好的材料和設計理念還原至現場,也是至關重要的一環。爐缸澆注過程,即是清理→澆注→支模→澆注→拆模的過程,如圖6-7所示。


圖6 爐缸澆注與支模過程
考慮到象腳區保護,會根據各高爐象腳區侵蝕情況,采用不同的處理方式。爐缸澆注料體密較大,液態材料靜壓力較大,因此一般采用分段澆注的方式澆注陶瓷杯壁,由爐底分段澆注至風口帶。爐缸澆注過程,另一個關鍵點是澆注體膨脹的匹配和膨脹空間的預設。陶瓷墊澆注過程,周圈設置膨脹縫;風口帶澆注過程,中套預留膨脹空間和風套檢修空間;材料本身高溫下形成的塑形象,可有效吸收澆注體膨脹。


圖7拆模過程和整體澆注效果
爐缸澆注后期跟蹤。
首先,構建侵蝕模型與應用跟蹤。
根據高爐前期清理效果,繪制碳磚保存情況,形成侵蝕模型,便于后期運行跟蹤。現代高爐,采用爐缸澆注檢修以后,會在爐底、爐缸側壁、鐵口等區域環形分布熱電偶,通過后期數據采集并分析,來指導高爐生產,因此能保障高爐更安全可靠。這要求爐缸澆注過程,設計出更合理的侵蝕模型,包括二維數據顯示和三維動態演示,如圖8所示。高爐一旦出現局部溫度高或者冷卻壁熱流量急劇變化的情況,可快速做出應對。
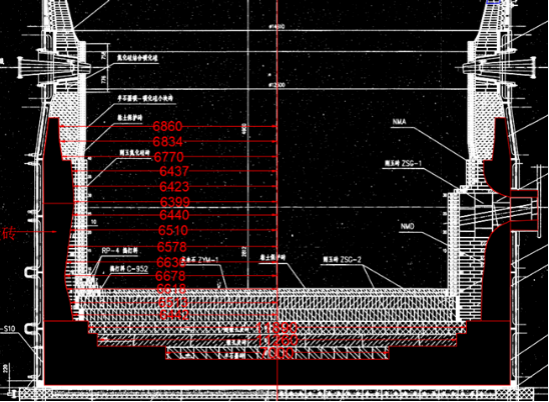
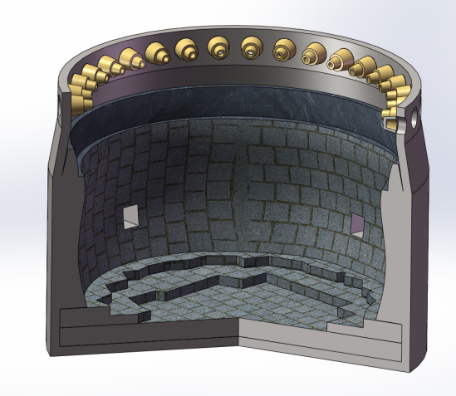
圖8 中修高爐侵蝕模型
實踐是檢驗真理的標準
國內某鋼鐵公司1260m3高爐,2018年停爐大修,采用碳磚保護性拆除,爐缸整體澆注(未澆注爐底陶瓷墊)的快速修復方式,方案如圖8所示,爐缸采用薄壁內襯。由于側壁碳磚侵蝕嚴重,相較于前期砌筑設計尺寸,爐缸直徑擴大1000mm,爐缸容積擴大55m3,側壁澆筑厚度320mm,象腳區斜段加厚,爐底陶瓷墊保存完好,未澆注。運行至2021年4月產能置換停爐大修,爐缸清理后,材料侵蝕情況對比下右圖所示。澆注體殘存情況為:
一是風口帶澆注料基本上未受到嚴重的侵蝕,剩余澆注料較厚,在500mm左右,且強度較高,風口帶上沿磚襯殘存率20%,下沿殘存率80%;
二是高爐在運行兩年半的過程中,爐缸澆注料除泥包和1#鐵口下方高溫點侵蝕外,其他區域基本上侵蝕深度在40mm左右,側壁殘存率90%,且有部分區域象腳區斜臺還存在,殘存率80%,如圖9所示;
三是爐缸料與高導熱料接觸面緊密,無縫隙,在高爐運行過程中,兩者的接觸面相互滲透,形成一個整體。

圖9爐缸澆注方案與侵蝕殘磚對比
本文基于對爐缸澆注技術的大量試驗和實踐驗證,盡可能用量化的角度闡述該技術特點及其應用效果,此處總結以下幾個結論:
首先,相較于傳統砌筑陶瓷杯的局限性,爐缸整體澆注技術,滿足了高爐快速修復、長壽應用的要求;
其次,爐缸澆注材料更進一步改進,具有更好的抗侵蝕能力、熱傳導能力,可形成更穩定的傳熱模型,且結構設計更加合理,更有助于高爐長壽;
第三,實踐證明,高爐爐缸整體澆注技術配合后期科學的跟蹤措施,更能確保高爐安全、合理、可控、順行。(孫賽陽)